
三輥卷板機禁止卷制有突起焊縫或毛邊的鋼板
2018/7/21 11:24:07??????點擊:
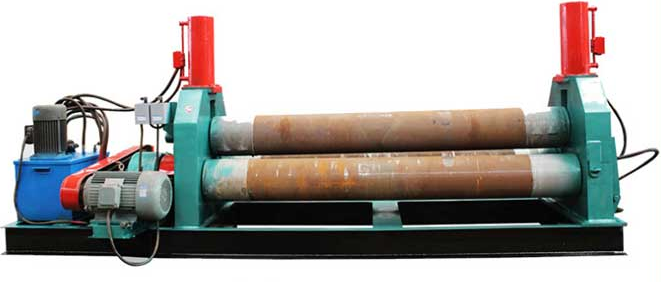
三輥卷板機是加工中常用的機械,一般用于金屬板材卷成圓形、弧形和必定范圍內的錐形工件。在運用三輥卷板機時必定要注意操作要求,防止卷板機發作損傷。下面咱們來了解一下三輥卷板機的運用注意事項。
1、在卷制或校往常,不允許鋼板與作業輥有打滑現象;在卷制或校往常鋼板應置于作業輥的中間部位,偏置時鋼板的厚度應相應減小;
2、三輥卷板機操留心除節流閥外其他液壓閥門不準私自調正;取下工件時,應防止氧化皮和塵埃掉進翻倒橫梁的軸承內;
3、三輥卷板機操留心鋼板彎卷出現搭頭時不準作業,液壓站油壓不穩定或油溫文軸承溫度逾越60°C時不準作業;
4、在卷制圓錐形工件時,應使工件小圓一端壓在立輥的導輥上;
5、操作人與其他作業人員應密切配合。要有專人指揮,指揮信號要理解清楚。
別的,用墊塊校平三輥卷板機的鋼板時,墊塊硬度不得高于作業輥硬度,三輥卷板機操留心不準卷制或校平有突起焊縫或有切開毛邊的鋼板。
卷板機四輥滾彎技術的主要缺點。
不同曲率的筒體需裝備相應的套在上輥上的襯筒,不太合適多種類小批量的產品;加工板厚有限,一般只能加工 10mm 以下的板料。總歸 RSEM 技能應用遠景仍是適當寬廣的。現在,跟著我國化工、鍋爐、壓力容器等職業的快速開展,卷板機正向厚板、高強度板和數控化方向開展。而油罐車、儲油罐等職業的快速開展,則要求小型卷板機向薄板、專長型、多曲率和數控化的方向開展。以數控卷板機為中心,完成卷板柔性加工單元也是往后開展的重要方向。四輥卷板機控制系統硬件組成首要包含:英國歐陸公司 590 系列直流數字調速器, 觸摸屏人機界面。
卷板機四輥滾彎技能比較有如下特色和優越性:
①成形件的精度高。零件曲折后,可得到更精確的曲率、更高的邊際平行度,卷板機端部剩下直邊可小于一倍板厚,有利于涂有維護層的多孔板材、帶筋板材的精確成形。
②可獲得更大的曲折曲率,成品率高。其滾彎原理是:在較小的壓力下,板材逐步發作部分變形。因而,資料成形時不容易發作起皺和開裂現象。所需成形力小,因而,曲折半徑小,合適難變形資料的成形,如鈦合金、不銹鋼、復合資料等。
③出產效率高。因為操作便利,作業輥轉速快,故大大提高了勞動出產率。
④零件的外表質量好。因為有彈性介質維護,所以可對帶有維護層以及拋光面的板材進行曲折成形而不劃傷外表。
- 上一篇:四輥卷板機用途及操作規程 2018/7/21
- 下一篇:卷板機機械的概念 2018/7/19